

联系我们

球墨铸铁管配件质量可靠
发布时间:2024-07-04 17:44:12 浏览次数:1 公司名称:[湘潭]鑫福兴管业有限公司






球墨铸铁管的切开方法: 1、切管前首要检查球墨铸铁管损坏水平假设损坏严重或管体上有裂纹应判废;假设是插口变形或插口损坏严重则切掉损坏局部;因为装置需求(如接弯头号管件)切管时切管前对铸管的外径尺度中止确认即外径尺度在公役范围内。关于因损坏或施工需求对铸管中止切开前应将需切的铸管放在程度面或方木上并对切掉局部沿铸铁管一周用记号笔中止标志。 2、切开球墨铸铁管可运用砂轮切开机或电动金属锯切管机.砂轮切开机可以用电或紧缩空气带动也可以靠直接内燃机带动.许多切开机可以安装切开用砂轮和磨光砂轮.假设在施工现场只运用一个切开机那么这种切开机应适应安装两种砂轮,便用金刚砂切开砂轮很适用于切开带水泥砂浆内衬的球墨铸铁管。 3、对做好切开标志的球墨铸铁管中止切开时先从一点初步将水泥砂浆内衬的球墨铁管管壁切透然后沿着做好的标志将铸管切开。 球墨铸铁管配件
灌水。打开系统 点的放气阀,关闭系统 点的泄水阀,向系统灌水。试压用水应使用纯净水,当对奥氏体不锈钢球墨铸铁管或连有奥氏体不锈钢球墨铸铁管或设备的球墨铸铁管进行试验时,水中氯离子含量不得超过25*10-6(ppm)。待排气阀连续不断向外排水时,关闭放气阀。检查。系统充水完毕后,不要急于升压,而应先检查一下系统有无渗水漏水现象。升压。吹水检查无异常,可升压,升压用手动试压泵(或电动试压泵),升压过程应缓慢,平稳,先把压力升到试验压力的一般,对球墨铸铁管系统进行一次全面的检查,若有问题,应泄压修理,严禁带压修复。若无异常,则继续升压,待升压至试验压力的3/4时,在做一次全面检查,无异常时再继续升压到试验压力,一般分2~3次升到试验压力。持压。当压力达到试验压力后,稳压10min。再将压力降至设计压力,停压30min,以压力不降,无渗漏为合格。试压后的工作。试压结束后,应及时拆除盲板,膨胀节限位设施,排尽系统中的积水。3.水压试验应注意的事项1)试验前,想系统充水时,应将系统的空气排尽。2)试验时,环境温度不应低于5℃,当环境温度低于5℃时,应采取防冻措施。3)试验室,应测试试验温度,严禁材料试验温度接近脆性转变温度。4)承受内压的地上钢球墨铸铁管及有色金属球墨铸铁管试验压力应为设计压力的1.5倍,埋地钢球墨铸铁管的试验压力应为设计压力的1.5倍,且不得低于0.4MPa。5)当球墨铸铁管与设备作为一个系统进行压力试验时,球墨铸铁管试验压力等于或小于设备的试验压力时,应按球墨铸铁管配件的试验压力进行试验,当球墨铸铁管试验压力大于设备的试验压力,且设备的试验压力不低于球墨铸铁管设计压力的1.15倍时,经建设单位同意,可按设备的试验压力进行试验。
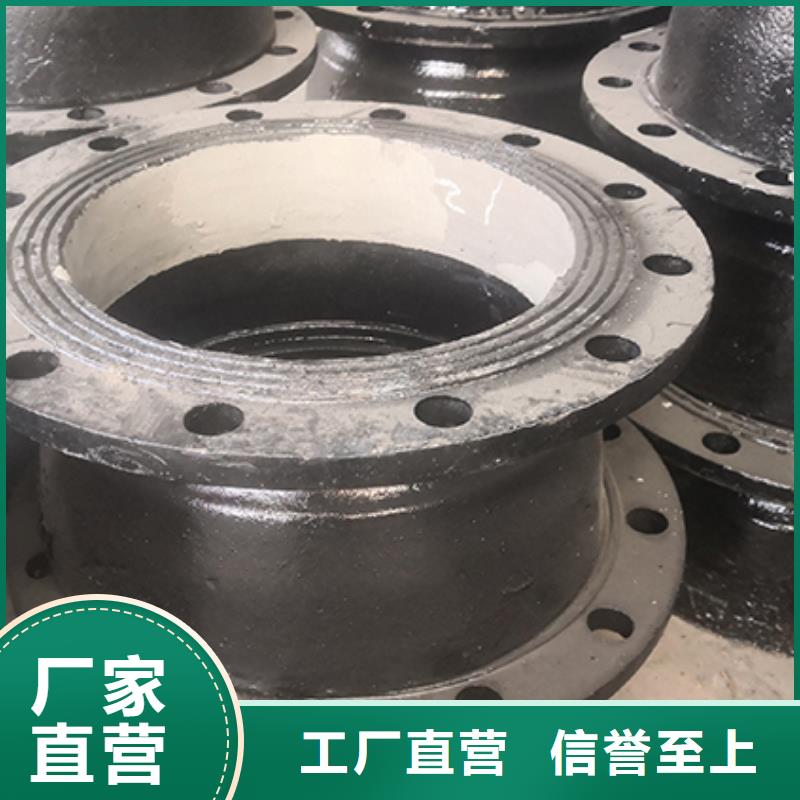
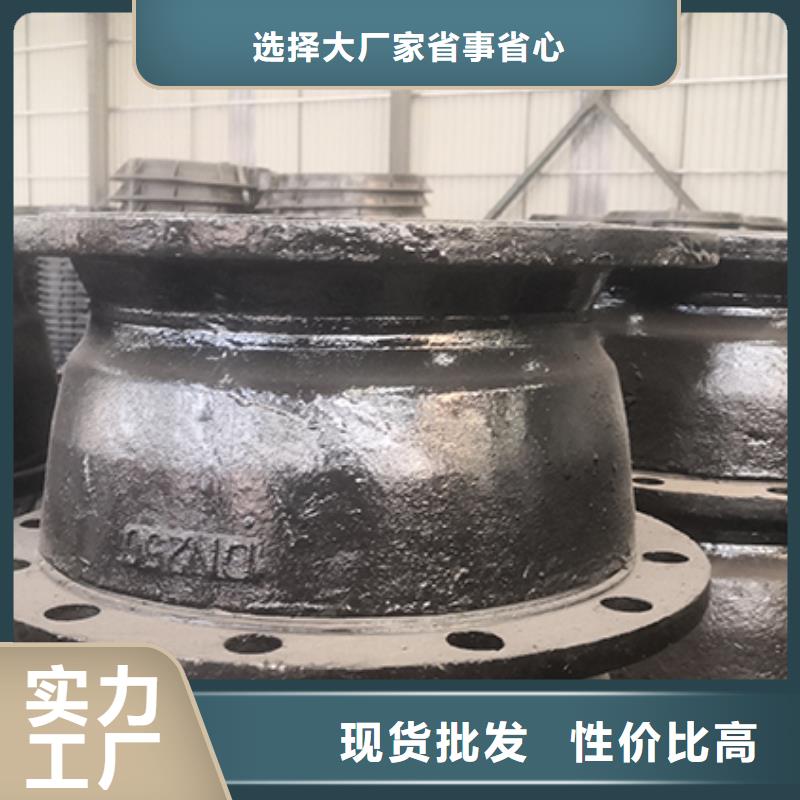
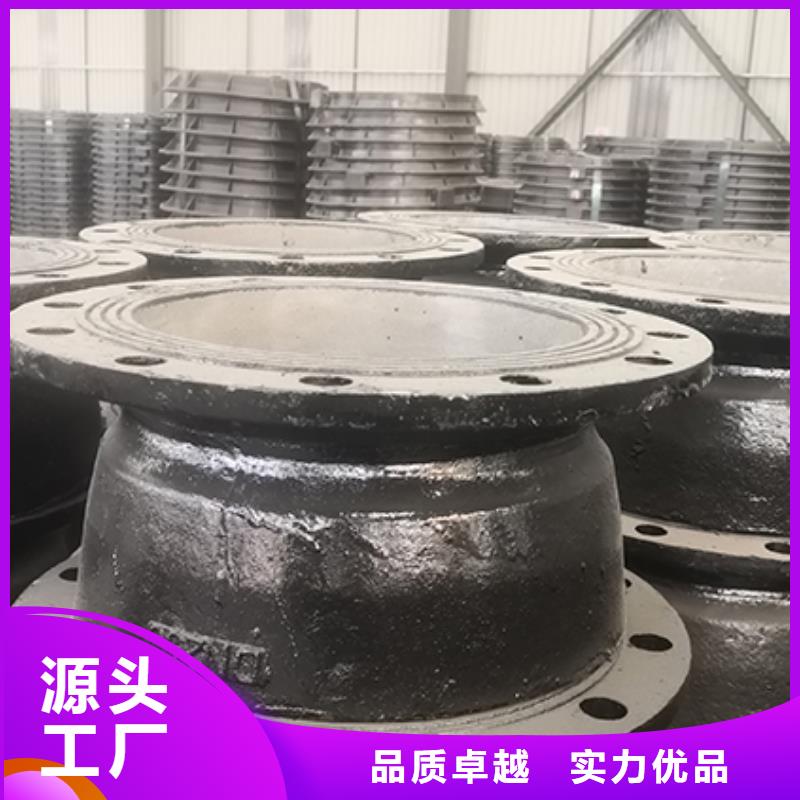
球墨铸铁管配件是球墨铸铁管的配件之一。它包括弯头、三通、异径管和承口等。材质:灰铁,球铁规格:DN15-DN300(mm)用途:用于给水、排水及煤气输送管道系统,可耐压供水压力0.02MPa-0.6MPa.工作温度:-45°C~150°C适用介质;水、油类特点:1、抗腐蚀性能强。2、密封性能好3、安装简便4、使用寿命长5、接口形式多样6、造价较低7、内壁光滑8、重量较轻9、柔性抗震10、防结垢11、防鼠咬12、阻燃防火13、规格齐全应用范围:1.适用于输水管道系统2.适用于输气管道系统3.适用于煤气输送工程
阀轴填料①由于管网中的阀门,通常是启闭不频繁的,要求填料在数年内不活动,填料亦不老化,长期保持密封效果;②阀轴填料亦应在承受频繁启闭时,密封效果的良好性;③鉴于上述要求,阀轴填料力求终*身不换或十多年不更换;④填料若需更换,阀门设计应考虑能有水压的状况下更换的措施。由球墨铸铁管配件的凝固特点认为球铁件易于出现缩孔缩松缺陷,因而其实现无冒口铸造较为困难。阐述了实现球铁件无冒口铸造工艺所应具备的铁液成份、浇注温度、冷铁工艺、铸型强度和刚度、孕育处理、铁液过滤和铸件模数等条件,用大模数铸件和小模数铸件铸造工艺实例佐证了自己的观点。